

在PSA制氮机气动控制系统中,先导电磁阀是驱动“气动阀”的指挥核心。它接收PLC的微弱点信号,输出仪表气动力,以毫秒级精度控制气动执行机构(如角座阀、膜片阀)的启闭,直接决定了吸附塔的切换时序、氮气纯度与系统可靠性。本文专述制氮机气动回路中先导电磁阀的原理、选型与维护要点。
一、角色定位:气动控制系统的“神经末梢”
在PSA制氮机中,庞大的工艺管道(进气、产气、排气)由气动阀控制。而这些气动阀的开关,并非直接由PLC完成,而是通过一个关键的中间环节——先导电磁阀。

-
工作原理:PLC向先导电磁阀发出一个电信号。电磁阀线圈得电,其内部的微型先导阀芯动作,改变仪表气的流向,将其引导至气动执行器(如气缸)的某一侧,从而推动活塞,完成工艺阀门的开启或关闭。
-
核心价值:它用一个小功率的电信号(通常≤5W),安全、快速地控制一个大功率的仪表气动力,实现了电控系统与气动执行机构的无缝衔接与隔离。
二、先导电磁阀的核心结构与工作原理
(一)结构剖析:小电磁力撬动大气压力
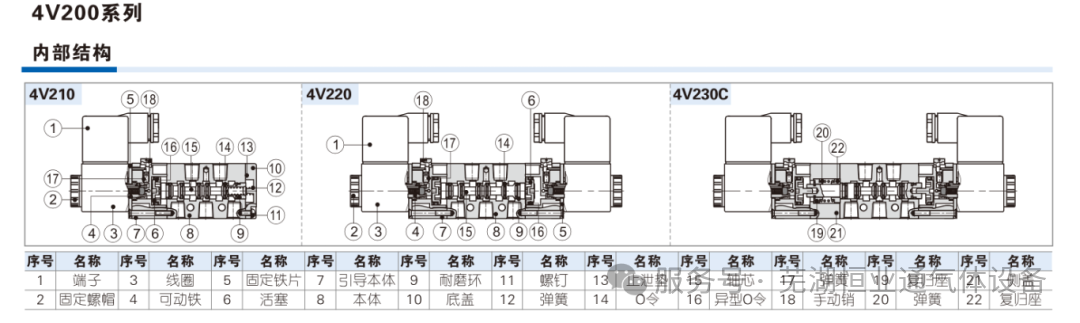
先导电磁阀的核心是 “小电控先导,气动推主阀” 的二级驱动结构,主要由三大部分构成:
-
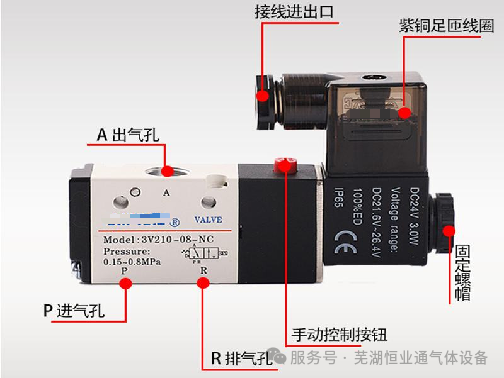
电磁先导头:包含线圈、动铁芯(先导阀芯)及先导气路。这是一个微型直动式电磁阀,通径小(通常1~2mm),负责打开或关闭先导孔。
-
主阀体:包含主阀芯(活塞式)、复位弹簧及主气路。主阀芯是一个受压面积较大的活塞,其上下腔通过先导孔连通或隔断。
-
仪表气接口:通常有三个口:
-
压力口 (P, Pressure):接仪表气源。
-
输出口 (A, Output):接气动执行器的控制口。
-
排气口 (R/R, Exhaust):在切换时,将执行器另一侧的气体排出。
(二)工作过程:从得电到动作的毫秒级响应
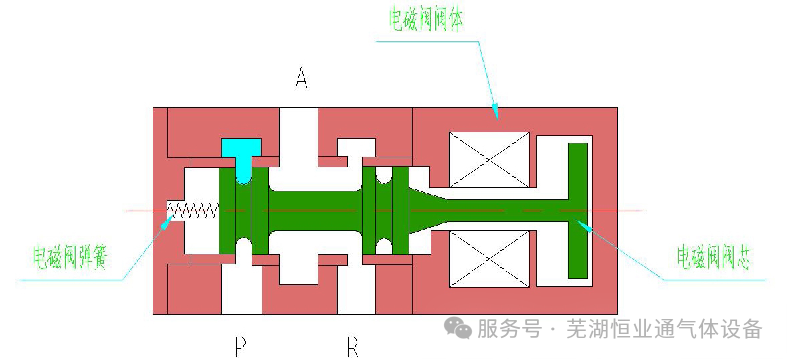
以常闭型(NC)二位三通先导电磁阀控制一个单作用气缸为例:
-
断电状态:先导孔关闭。仪表气从P口进入,被主阀芯封堵。A口与R口连通,气缸内的残余气体从R口排出,气缸在弹簧作用下处于默认位置(关闭)。
-
通电状态:
-
步骤一:先导头动作:线圈得电,产生磁力吸合先导阀芯,打开先导孔。
-
步骤二:主阀芯切换:先导孔的打开,使主阀芯上腔的压力通过先导孔迅速释放。此时,P口的仪表气压力作用于主阀芯底部,因上下腔压力失衡,推动主阀芯向上运动。
-
步骤三:气路导通:主阀芯上移后,封闭R口,同时打开P口至A口的通道。仪表气从P口经A口输送到气缸,推动活塞,打开工艺阀门。
整个过程的响应时间通常在20~50毫秒内完成,适配制氮机秒级的吸附周期。
三、制氮机对先导电磁阀的核心技术要求
-
高的可靠性:制氮机24小时连续运行,每年电磁阀需动作数百万次。要求机械寿命≥2000万次,线圈绝缘等级Class F级以上,以承受高频通断产生的热应力。
-
快速的响应速度:开关时间必须≤50ms。延迟都会导致气动阀切换不同步,造成吸附塔“串气”,直接导致氮气纯度下降。
-
零内泄漏:指仪表气从P口向A口或R口的非预期泄漏。内泄漏会导致气动执行器位置漂移、仪表气持续消耗、能耗上升,甚至阀门误动作。要求泄漏率为零。
-
洁净的仪表气适应性:虽然制氮机前级有过滤,但仪表气管路中仍可能存在微量水分和尘埃。阀内件需耐腐蚀(如不锈钢阀芯),密封件抗老化(如NBR或FKM),且流道设计不易堵塞。
-
高防护等级:制氮机现场环境复杂,可能有粉尘与水汽。线圈外壳的防护等级应≥IP65,确保在恶劣环境下稳定工作。
四、精细化选型指南:三步锁定佳型号
步骤一:算通径(Cv值)—— 根据气动执行器需求
通径选择的核心是满足气动执行器驱动所需的仪表气流量,关键指标是Cv值。
Cv值计算公式:Cv = Q / ( ΔP × (P2 + 0.1013) / 0.0681 ) × √(1 / (T + 273.15)) (简化估算:在0.5~0.7MPa标准仪表气压力下,驱动一个中型气动角座阀通常需要Cv值0.1~0.3)
-
Q:驱动执行器所需的仪表气流量 (NL/min)
-
ΔP:电磁阀前后允许压差 (MPa)
-
P2:出口压力 (MPa)
-
T:仪表气温度 (℃)
选型原则:计算后,选择的电磁阀额定Cv值应略大于计算值,确保执行器动作快速、有力。Cv值过小会导致执行器动作缓慢,影响切换时序。
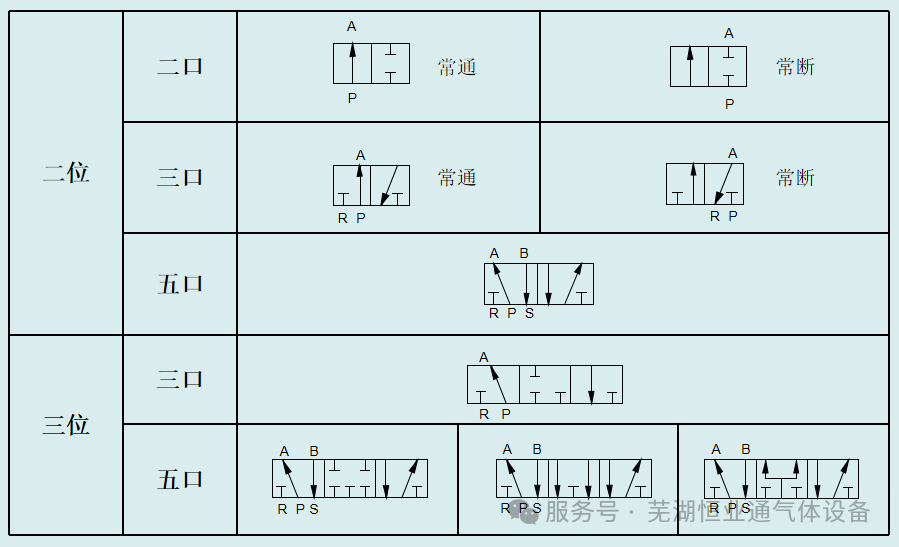
步骤二:定机能与类型 —— 根据执行器类型与控制逻辑
| 机能类型 | 接口标识 | 功能描述 | 制氮机典型应用 |
|---|---|---|---|
| 二位三通 (2/3) |
P, A, R |
控制单作用气缸(弹簧复位) |
控制单作用气动膜片阀 |
| 二位五通 (2/5) |
P, A, B, R1, R2 |
控制双作用气缸 |
主流应用
,控制进气、产气、排气等关键角座阀 |
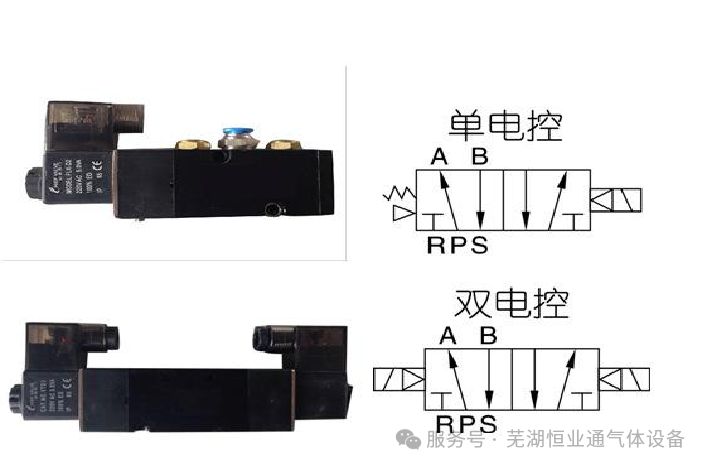
| 单电控 |
- |
通电切换,断电弹簧复位 |
大多数应用场景,安全侧为关闭 |
| 双电控 |
- |
脉冲信号控制,具有位置记忆功能 |
需要保持阀位或防失电误动作的特殊场景 |
选型建议:制氮机中控制双作用气缸的角座阀,优先选择二位五通单电控先导电磁阀,这是经济、可靠的标准配置。
步骤三:看参数 —— 匹配控制系统与环境
-
电压:DC24V。与制氮机PLC输出匹配,安全且抗干扰能力强。若必须使用AC220V,线圈端应加装浪涌吸收器。
-
响应时间:必须≤50ms。这是保障PSA工艺时序的硬性指标。
-
接口尺寸:根据气路接头选择,常见为G1/8"、G1/4" 或 **G3/8"**。
-
防护等级:现场环境要求≥IP65。
-
认证:在防爆区域,需选择符合ATEX或IECEx等防爆认证的型号。
五、维护与故障排查
1.日常检查:
-
听声音:动作时有无清脆的“咔嗒”声,异常噪音可能预示阀芯卡滞。
-
摸温度:线圈温升是否异常(表面温度≤60℃)。
-
查泄漏:在排气口涂皂液,检查非动作时是否有持续气泡,判断主阀芯是否内漏。
2.定期保养(季度/年度):
-
在电磁阀前端的过滤器减压阀(F.R.L.) 定期排水、更换滤芯。
-
检查电磁阀与执行器之间的快插接头是否松动。
-
若动作迟缓,可拆解清洗阀芯与内部气路(使用无水乙醇),并在活动部件涂抹少量硅基润滑脂。
3.常见故障与对策:
-
故障:执行器不动作或动作缓慢
-
故障:执行器位置漂移或无法保压
-
原因:电磁阀内泄漏。需更换阀内密封件或整体更换电磁阀。
-
原因1:线圈烧毁。用万用表测量电阻,无穷大则需更换。
-
原因2:先导孔或主阀芯被油污、杂质卡住。需清洗。
-
原因3:仪表气压力不足或流量不够。检查气源压力及F.R.L.组件。
结语
在PSA制氮机复杂的气动控制网络中,先导电磁阀虽体积小巧,却是驱动整个系统按既定节拍运行的“节奏大师”。其选型的度、响应的迅捷性及运行的可靠性,是保障氮气纯度、降低设备能耗、避免非计划停机的基石。深入理解其工作原理,进行科学的匹配与维护,是实现制氮装置长周期稳定运行的关键一环。
